Алюминиевая сварочная проволока
ER3003 алюминиевая MIG TIG сварочная проволока
- Skype: signialuminium05
- Phone: 86 17344894490
- Tel: 86 17344894490
- Email: business@signialuminium.com
ER3003- это алюминиевый марганцевый сплав для сварки, электрод из алюминиевого сплава для покрытия базового типа. Его характеристика заключается в том, что сила холодного ветра выше, коррозионная стойкость и чистый алюминий почти одинаковы. Источник питания постоянного тока, сварочный электрод, короткая дуговая сварка. Стабильность дуги плохая, всплеск относительно большой.
Применение: использовать для заварки алюминиевого сплава марганца, чистого алюминия и других алюминиевых сплавов
| Механическое свойство (значение справки) | ||
| проект | Прочность при растяжении(MPa) | Угол холодной гибки D=2T |
| стандарт | ≥95 | - |
| действительный | 120--135 | 120--180 |
| Ток справки: DC+ | |||
| Диаметр сварочного прутки(mm) | 3.2 | 4.0 | 5.0 |
| Ток сварки(A) | 80--110 | 110--150 | 150--200 |
| ER3003 алюминий & сварочная проволока алюминиевых сплав | |
| спецификация | GB/T 10858-2008 AWS A5.10 ···· ER 3003 |
|
Типичный состав в % |
Si················ <0.60 Fe················ <0.70 Cu················· 0.05—0.20 Mn················· <1.0--1.6 Zn·················· <0.10 Al·················· остальный |
| Защитный газ | Аргон, гелий или смеси аргона и гелия. |
| Размеры Φ |
MIG—проволока (mm): 0.8 ; 0.9 ; 1.0 ; 1.2 ; 1.6 ; 2.0 ; 2.4 TIG —пруток(mm): 1.6 ; 2.0 ; 2.4 ; 3.2 ; 4.0 ; 5.0 ; 6.0 |
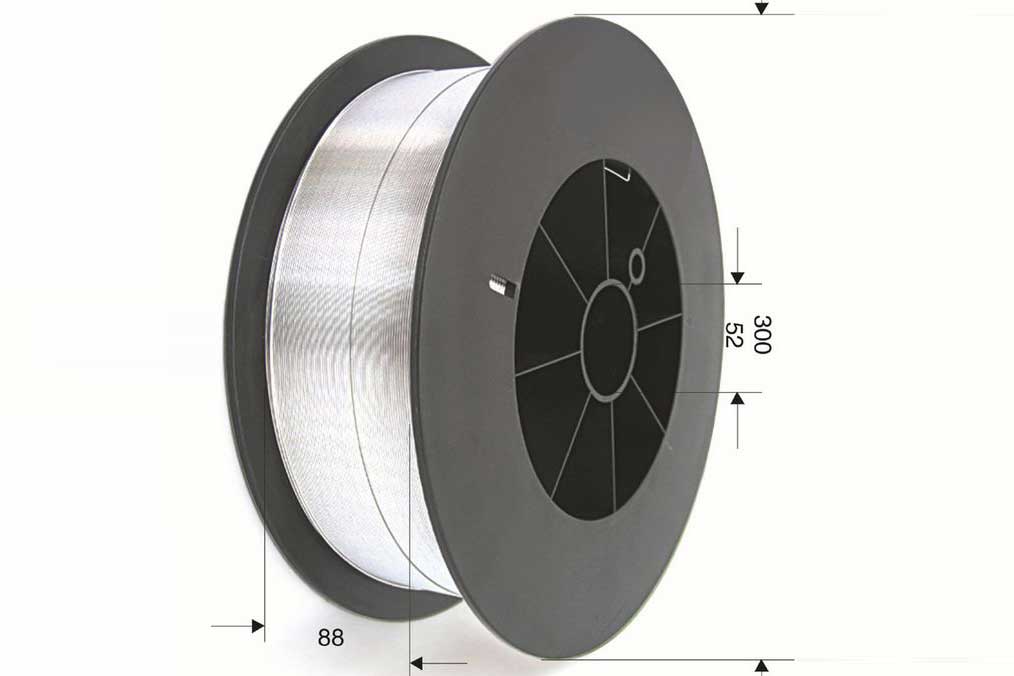
| Упаковка проволоки |
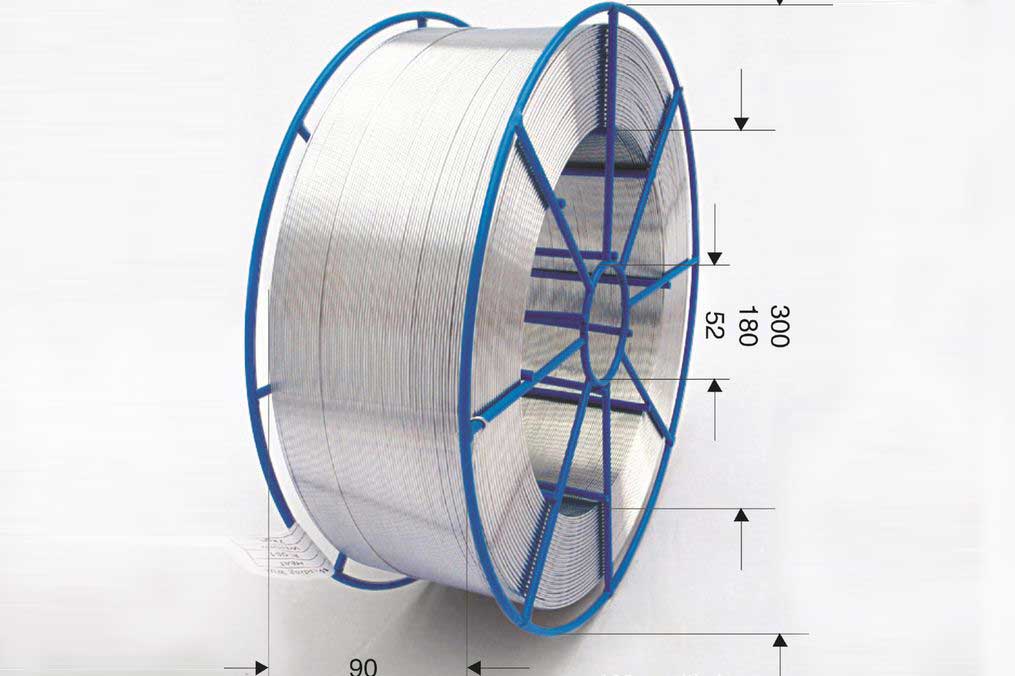
Mig проволоки : S100/0.5kg 1Lb , S200/2kg , S270-S300/6kg-7kg |
|
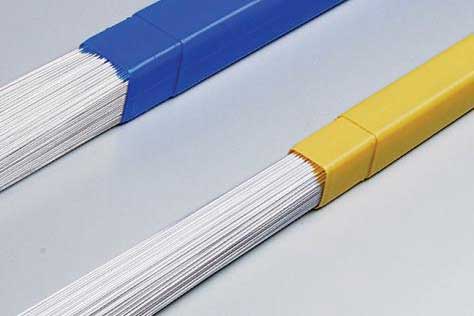
Tig прутки ) : 5/10kg ······· длина :1000mm |
|

Примечание:
1. Электрод чрезвычайно легко поддается воздействию влаги, поэтому его следует хранить в сухих герметичных контейнерах, чтобы предотвратить влажный метаморфизм.
2. Перед сваркой сварочный стержень находится примерно в 150 градусах Цельсия в течение 1-2 часов.
3. Должно быть сварено плитой, и до 200--300 градусов после сваривать согласно толщине заварки топления. Процесс сварки, сварочный стержень не делает бокового качания, для того чтобы улучшить скорость сварки, сварочный электрод должен быть перпендикулярен поверхности, дуга должна быть как можно короче. Замена электрода должна производиться быстро.
4. Перед сваркой сварочные детали должны быть очищены от примесей. После сварки следует тщательно очистить шлак, а также использовать пар или горячую воду, промытую дочиста.
ПРЕДЫДУЩИЙ:ER1100 алюминиевая MIG TIG сварочная проволока СЛЕДУЮЩИЙ:ER3103 алюминиевая сварочная проволока


ПРОДУКТ
КОНТАКТ
Телефон : 86 17344894490
Почта : business@signialuminium.com
Адрес : зал 126, здание А, Shenglong Youyicheng, № 89 Science Avenue, зона высоких технологий, Чжэнчжоу, Хэнань, Китай